
Silk Screen Printing vs Heat Transfer A Complete Guide
The whole silk screen printing vs. heat transfer debate really boils down to this: screen printing is your workhorse for big jobs with simple designs where you need the print to last forever. On the other hand, heat transfer is perfect for one-offs or small batches with really complex, colorful graphics.
It all comes down to what you value more for a specific project—getting the best price on a large run or having the flexibility to print intricate designs in small quantities.
Choosing Your Custom Printing Method
Picking the right way to decorate apparel can seem tricky, but it gets a lot easier when you focus on what your project actually needs. Silk screen printing and heat transfer are both incredibly popular, but they're built for completely different jobs. Nailing these differences is the key to getting a professional-looking product that fits your vision and your budget.
This guide will give you a solid foundation to make that call. We’ll walk through the factors that really separate these two methods, so you can confidently choose the right one for your next custom apparel project. For a deeper dive into all the ways you can decorate a shirt, check out our overview of the different methods of printing on shirts.
Quick Comparison: Silk Screen Printing vs Heat Transfer
Before we get into the nitty-gritty, here's a quick look at how these two stack up. This table gives you an at-a-glance summary to help you make a fast, informed decision based on the most common factors.
| Decision Factor | Silk Screen Printing | Heat Transfer |
|---|---|---|
| Best Order Size | Large batches (25+ items) | Small runs (1-24 items) & one-offs |
| Design Complexity | Best for simple graphics with limited colors | Excellent for full-color, photographic detail |
| Durability & Feel | Very durable, soft feel as ink bonds with fabric | Less durable, design sits on top of fabric |
| Setup Cost | Higher due to screen creation | Very low, minimal initial prep |
| Cost Per Item | Decreases significantly with volume | Stays relatively consistent per item |
| Turnaround Time | Slower for small orders, faster for bulk | Fast for small orders, slower for bulk |
After looking at the table, you can see clear scenarios where one method just makes more sense than the other. If you’re printing band merch for a tour, screen printing is the obvious choice. If you’re making a single, custom birthday shirt with a photo on it, heat transfer is the way to go.
This decision tree gives you a great visual for choosing a path based on your order size and design complexity.
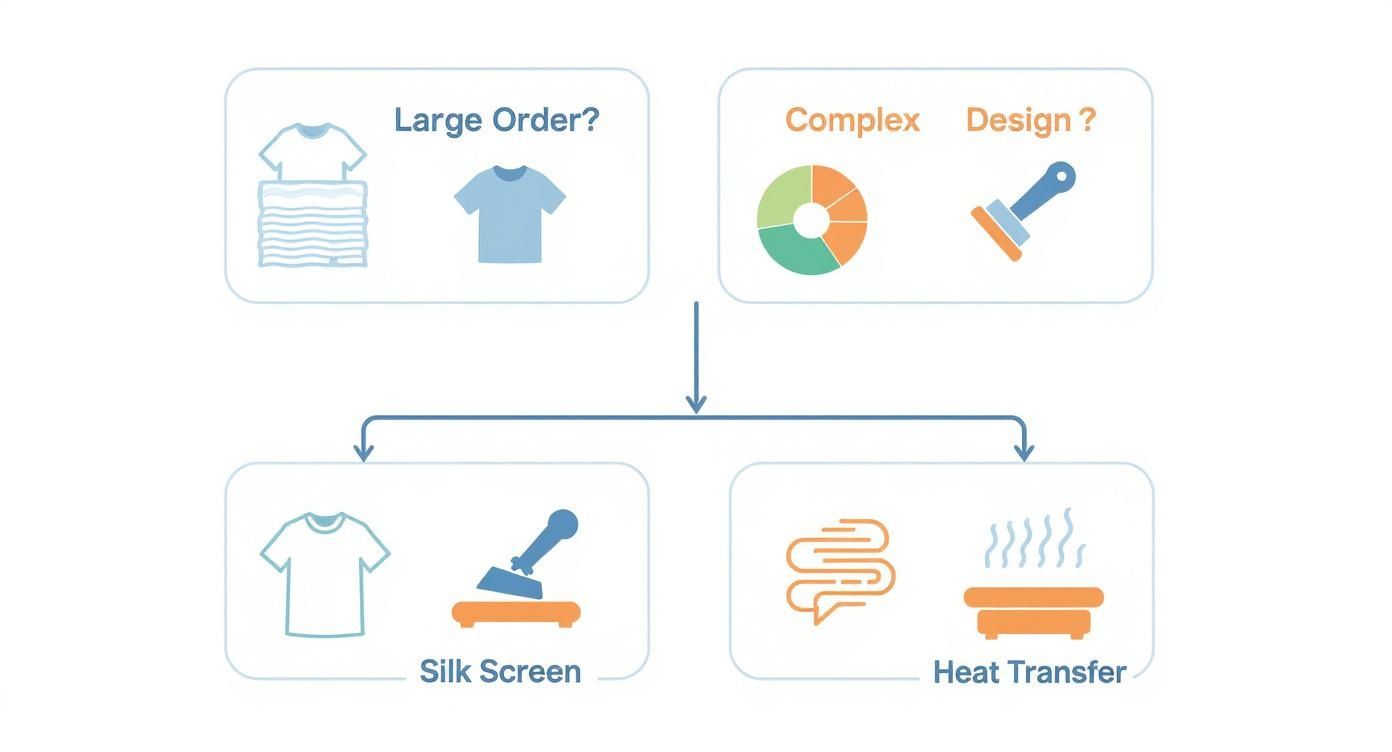
As you can see, the path is pretty clear: big orders with fewer colors are a perfect match for screen printing, while smaller jobs needing lots of detail are made for heat transfer.
Understanding The Printing Processes
To really get to the bottom of the silk screen printing vs heat transfer question for your project, you have to look past the finished shirt and understand how each design actually gets there. The two methods couldn't be more different, and the way they work directly shapes the final quality, feel, and price tag.
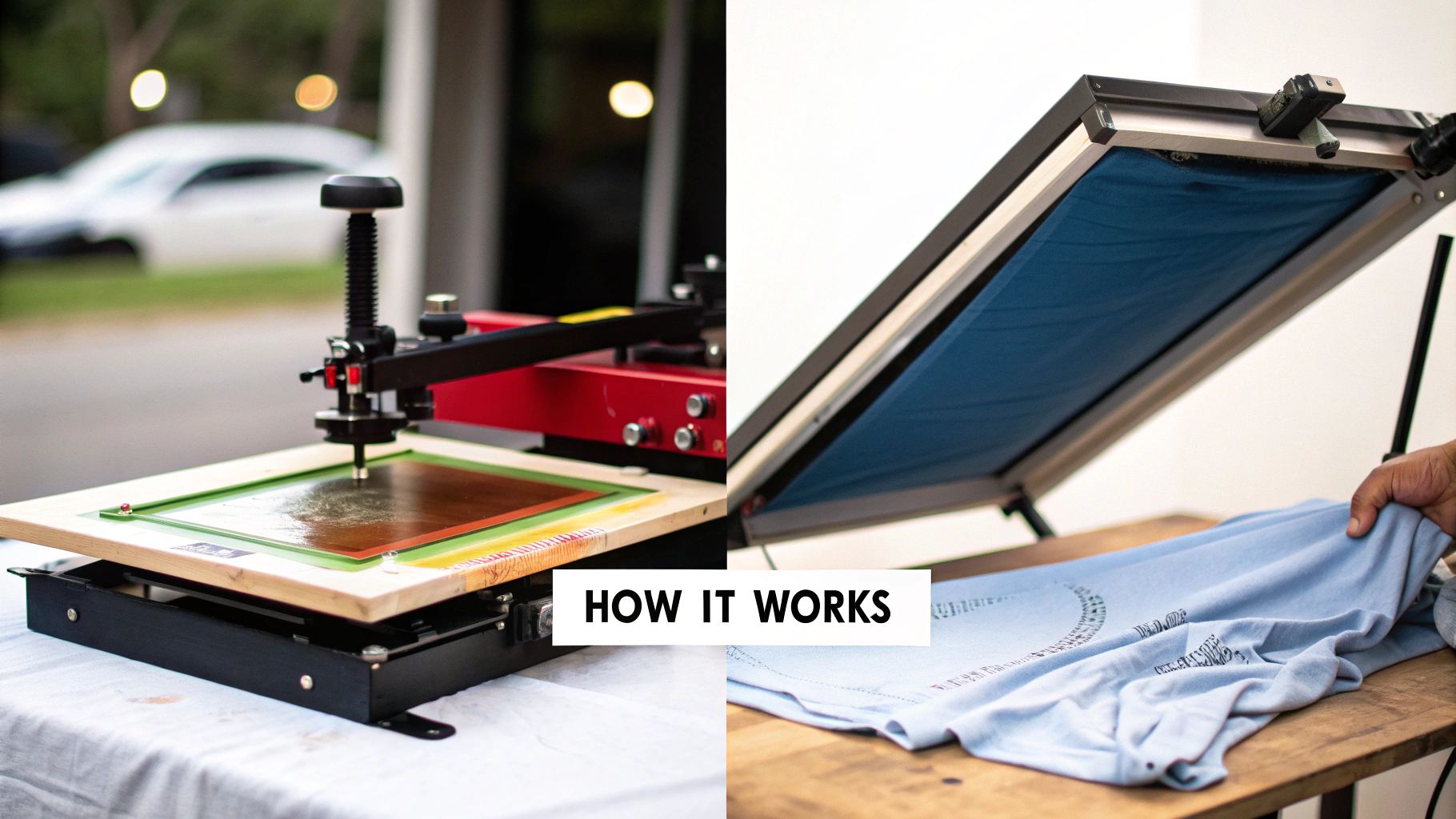
Knowing the mechanics behind each technique makes it clear why one is a powerhouse for bulk orders and the other is the go-to for one-off custom jobs. Let's pull back the curtain on how each one works.
The Art And Science Of Silk Screen Printing
Screen printing is the old-school, hands-on method that has been fine-tuned over centuries. It’s essentially a sophisticated stenciling process where ink is pushed through a mesh screen onto a garment, one color at a time. It's a meticulous craft, but the result is a vibrant, incredibly durable print that’s perfect for large runs.
Here's how it breaks down:
- Making the Screen: First, a fine mesh screen is coated in a light-sensitive emulsion. Your design is printed on a transparent film, placed on the screen, and blasted with bright light. The light hardens the emulsion everywhere except where your design is, which stays soft. A quick wash rinses away the soft parts, leaving you with a perfect stencil.
- Separating Colors: Here's the catch: you need a separate screen for each color in your design. If you have a four-color graphic, that means prepping four separate screens, which is what drives up the initial setup time and cost.
- Applying the Ink: The shirt is laid flat, the screen is placed on top, and a thick, rich ink is pulled across it with a squeegee. This pushes the ink through the stencil and onto the fabric.
- Curing: Once printed, the shirt goes through a huge conveyor dryer. The heat cures the ink, causing it to permanently bond with the fabric's fibers. This step is the secret to screen printing’s legendary durability.
This labor-intensive setup is exactly why screen printing isn't a great deal for small orders. The magic happens when you can reuse those screens to print hundreds—or thousands—of the same shirt, bringing the cost per item way down.
The Precision And Flexibility Of Heat Transfer
Heat transfer printing is the modern, digital answer to screen printing. Instead of pushing ink through a screen, this method involves printing a design onto a special transfer material, then using heat and pressure to stick it to the garment. Want to dive deeper? Check out our guide on what heat transfer printing is.
Key Insight: The fundamental difference is that screen printing forces ink into the fabric fibers, while heat transfer bonds a design layer onto the surface. This single distinction impacts everything from durability to the way the print feels to the touch.
The setup for heat transfer is way simpler and faster, making it a fantastic choice for highly detailed, full-color designs and small batches.
While there are different types of transfers, the basic process is the same:
- Printing the Design: Your graphic is printed directly onto a sheet of special transfer paper or vinyl. Unlike screen printing, this single step can handle unlimited colors, gradients, and even photographic detail.
- Application: The printed transfer is carefully placed on the garment. A heat press then clamps down, applying controlled heat (usually between 350-400°F) and firm pressure.
- Adhesion: The heat activates a special adhesive on the transfer, which bonds the design right onto the fabric. After it cools for a moment, the backing paper is peeled off, and your design is left behind.
Since there are no screens to prepare, the setup cost is practically zero. This makes heat transfer the perfect solution for creating one-of-a-kind pieces, adding custom names to team jerseys, or testing out a new design for your clothing line without having to order a massive batch.
Comparing Quality, Durability, And Feel
When it comes to choosing between silk screen printing vs. heat transfer, what really matters is the final product. How does it look? How does it feel? And most importantly, how long will it last? The answers to these questions are what separate a premium piece of merchandise from a short-lived promotional item.
The core difference between these two methods lies in how the design is applied to the fabric, and that process creates a world of difference in the final quality, durability, and the "hand"—or feel—of the print.

Let's dig into how these two popular methods really stack up. We'll look at everything from color vibrancy to the way the print feels against the skin and, of course, how it holds up in the wash.
The Vibrancy And Finish Of The Print
Screen printing is legendary for its rich, punchy colors, especially on dark fabrics. The ink is pushed through the screen in thick, opaque layers, resulting in a bold, saturated finish that’s tough to beat. Since each color is mixed and applied separately, you get dead-on color accuracy, which is critical for logos and brand-specific palettes.
Heat transfers, especially modern digital ones, shine in a different arena: complexity and detail. This method is your go-to for reproducing photorealistic images with millions of colors, smooth gradients, and subtle shading—things that screen printing just can't handle well. The tradeoff is that the finish of a heat transfer can sometimes have a slight sheen, sitting on top of the fabric rather than becoming one with it.
Key Takeaway: Choose screen printing for bold, vibrant designs with a limited color palette that needs to be precise. Go with a heat transfer when your design is a full-color photograph or has intricate gradients and fine details.
Durability Showdown: How They Handle Wear And Tear
This is where the two methods really part ways. Screen printing has a well-earned reputation for being incredibly durable. When the ink is cured, it chemically bonds with the fibers of the fabric itself. That integration means the design can withstand the abuse of machine washing, stretching, and daily wear without giving up. A quality screen print will often outlive the shirt it's printed on.
This longevity is a huge reason why screen printing has been the industry standard for so long. It's not uncommon for screen-printed shirts to look great after 50 washes, showing less than 10% fading or cracking. This historical dominance cemented its place in the custom apparel world, as detailed in this history of screen printing on printkk.com.
Heat transfers, on the other hand, rely on an adhesive layer to stick the design to the surface of the fabric. While today's transfers are lightyears ahead of the old iron-ons, they are still more vulnerable to wear over time.
- Cracking and Peeling: After many washes, the adhesive can start to break down, which can lead to cracks in the design or peeling around the edges.
- Fading: The colors in a heat transfer are more prone to fading from repeated exposure to detergents and the high heat of a dryer.
- Stretching: On stretchy fabrics, a heat transfer design can sometimes crack when pulled, because it doesn't move as naturally with the material as screen printing ink does.
For things that will see a lot of action, like work uniforms or band merch, screen printing is the undisputed champion of longevity. Heat transfers are a better fit for items that won't be washed as often, like one-off event shirts or promotional giveaways.
Analyzing The "Hand" Or Feel On The Garment
In the print world, "hand" is shop talk for how a design feels to the touch. A "soft hand" print is flexible and feels like it’s part of the shirt, while a "heavy hand" print feels thick and sits on the surface.
Screen printing almost always delivers a softer hand. Because the ink soaks into the fibers, the final design feels smooth and fully integrated with the garment. Using specialty inks like water-based or discharge can result in a print with virtually no feel at all—perfect for high-end fashion or athletic apparel where comfort is paramount.
In contrast, heat transfers inherently have a heavier hand. The design is a separate layer—whether it's vinyl or a printed transfer paper—that’s fused to the top of the fabric. You can often feel the edge of the graphic, and larger designs can feel a bit stiff or plasticky. This also means the design isn't breathable, as the transfer layer blocks airflow through the fabric.
Analyzing Cost And Production Speed
When it comes to custom apparel, it almost always boils down to two things: time and money. The classic silk screen printing vs heat transfer debate is really about which method gets you the best result within your budget and on your deadline. The answer? It’s all about the size of your order.
Screen printing is a game of scale. It has a significant upfront investment because you have to create a separate mesh screen for every single color in your design. That takes materials, chemicals, and a skilled hand, making it a pricey option for just a handful of shirts.
But once those screens are made, the entire economic model flips. The cost per shirt drops like a rock with every additional print, making screen printing the undisputed king of cost-efficiency for big production runs.
Breaking Down The Setup Costs
The financial models for these two methods are night and day. Heat transfer really shines with its low barrier to entry, which is why it's a favorite for small businesses, Etsy shops, and one-off projects.
- Screen Printing: Brace yourself for a setup fee for each color. Got a three-color design? You’re paying to create and register three separate screens. This initial cost can run anywhere from $25 to $50 per color, depending on the shop.
- Heat Transfer: Here, the setup cost is practically zero. The design is printed from a digital file directly onto transfer material. No physical stencils, no screens, no mess. This is exactly why it’s the go-to for printing samples or that one perfect custom gift.
Key Insight: The best way to think about it is this: screen printing is like setting up an assembly line. It’s slow and expensive to get started, but once it’s running, it’s a powerhouse of efficiency. Heat transfer is like using your desktop printer—ready to go instantly for a single copy, but you wouldn't want to print a thousand pages with it.
If you’re just getting into the custom apparel game, getting a handle on these numbers is essential. For a deeper dive into what you should charge, check out our guide on how to price custom shirts.
The Speed Of Production At Different Scales
Production speed isn't just about how fast a single shirt gets printed. It's about the total time it takes to get your entire order out the door, and this is another area where the size of the job determines the winner.
Heat transfer gained a lot of ground in the early 2000s because it was so flexible, even if it wasn't as fast for huge orders. By 2010, it made up about 25% of the custom t-shirt market, mostly thanks to its quick turnaround on small jobs. It’s no surprise that a 2015 survey found 70% of print shops were using heat transfer for orders under 50 shirts—it’s just more efficient at that scale.
With screen printing, the setup is the bottleneck. It can take hours to prep screens, mix the right ink colors, and get the press calibrated perfectly. But once that press starts humming, it can churn out hundreds—or even thousands—of shirts an hour at an incredible pace.
Heat transfer, on the other hand, is a one-by-one process. Applying each transfer with a heat press might take a minute or two per shirt. That’s great for a dozen items, but it becomes a massive time sink when you’re staring down an order of 500.
Cost Per Unit: The Tipping Point
For most people, the most important number is the cost per unit. Let’s look at a couple of real-world scenarios to see how the price per shirt changes and where the economic "tipping point" is.
Example Scenario: A Small Order (12 Shirts, 2-Color Design)
- Screen Printing: Those high setup fees for two screens are spread across just 12 shirts, making the cost per shirt painfully high. You’re looking at $15-$20 per shirt.
- Heat Transfer: With no setup fees, the cost is simple and consistent. The price here would be a much more palatable $8-$12 per shirt.
- Verdict: Heat transfer is the clear financial winner for small batches.
Example Scenario: A Large Order (500 Shirts, 2-Color Design)
- Screen Printing: Now, those setup fees are just a tiny piece of the total cost, divided by 500 units. The cost per shirt plummets to an incredibly low $3-$5.
- Heat Transfer: The cost per unit stays pretty much the same. You might get a small bulk discount, but the price would still be around $6-$8 per shirt.
- Verdict: Screen printing offers huge savings and is the obvious choice for large volumes.
That sweet spot where the costs start to cross over is usually somewhere between 24 and 48 pieces. If your order is smaller than that, heat transfer is almost always your best bet. Any larger, and the powerful efficiency of screen printing takes over, offering unbeatable value.
When To Use Each Printing Method
Deciding between screen printing and heat transfer isn't about finding a single "best" method—it's about picking the right tool for the job. Each technique has its own strengths, and the best choice really comes down to the specifics of your project. Aligning your needs with the right process is the secret to getting a final product that looks professional, feels right, and doesn't break the bank.
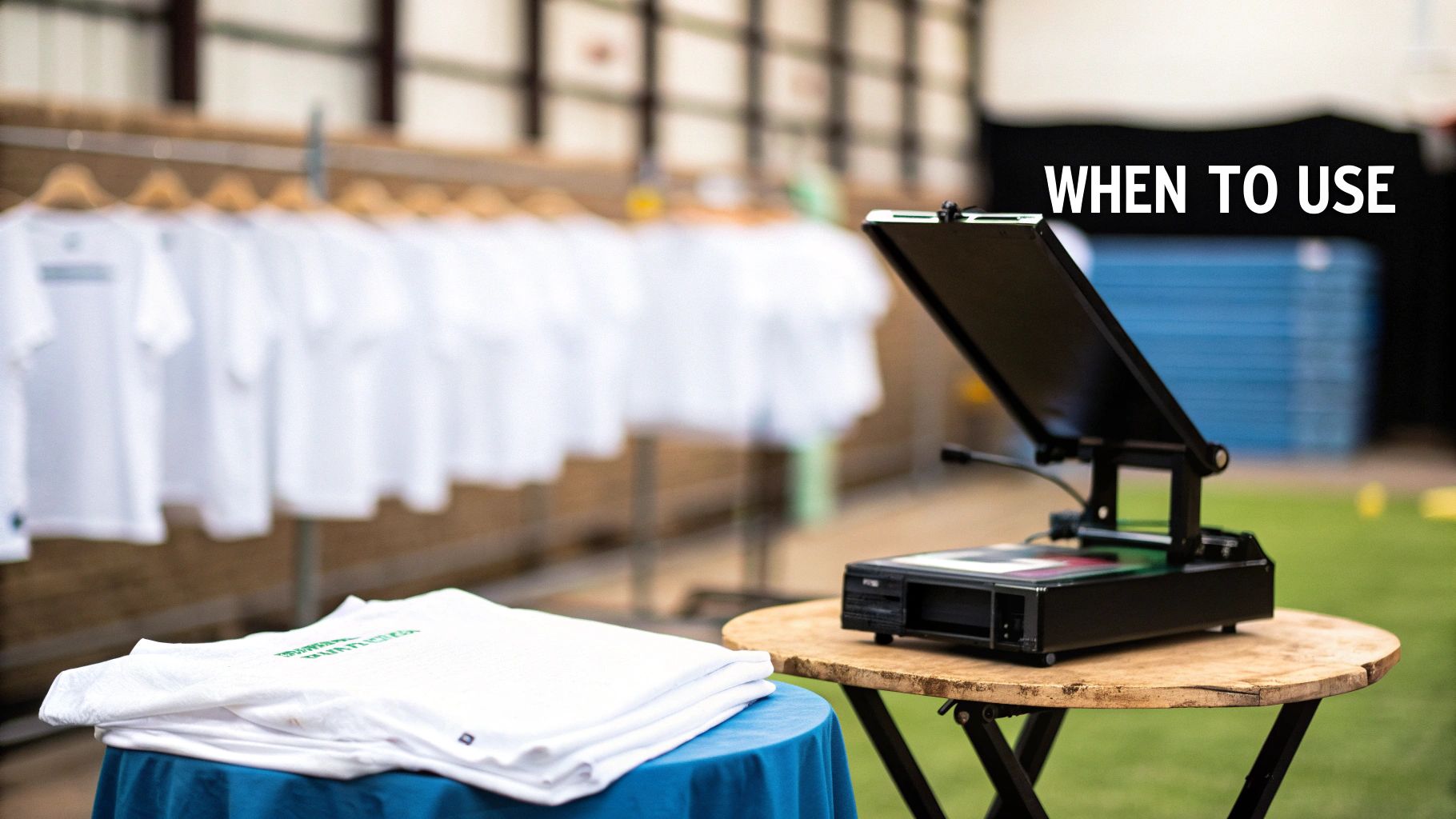
Let's move beyond a simple list of features and look at some real-world examples. This way, you can feel confident you're making the right call every time.
Scenarios Where Screen Printing Is The Clear Winner
Screen printing truly shines when you need volume, durability, and bold, vibrant color. The whole process is designed for mass production, which makes it the most efficient and budget-friendly option for larger orders.
Think about using screen printing for projects like these:
- Corporate Events and Company Uniforms: Need 100 identical shirts with a crisp, two-color logo? Screen printing is your best bet. The cost per shirt plummets at that quantity, and the print is tough enough to handle daily wear and tear.
- Band Merchandise for Tours: Bands need merch that lasts. Fans expect a shirt that still looks great after a dozen washes, and screen printing delivers that longevity and vibrant finish. It's the industry standard for a reason.
- School Spirit Wear and Team Apparel: When you're outfitting a whole team or student body, you need prints that can take a beating. For large orders of hoodies or jerseys with the same design, screen printing gives you both the rugged durability and the economy of scale that schools need.
Key Insight: Here’s a good rule of thumb: if your design uses just a handful of solid colors and you need 25 pieces or more, screen printing will almost always give you the best mix of quality, durability, and price.
Situations Where Heat Transfer Is The Perfect Fit
Heat transfer is the undisputed king of customization and small-batch printing. Because it has minimal setup costs and can handle complex, full-color images with ease, it’s the go-to for projects where detail and flexibility matter more than volume.
Heat transfer is the perfect choice for situations like these:
- Personalized Gifts and One-Off Items: Want to put a family photo on a t-shirt for a birthday? That’s a classic heat transfer job. There are no expensive screen setup fees, and it can reproduce photographic details perfectly.
- Prototyping New Apparel Designs: If you’re a small business owner testing a new t-shirt concept, heat transfer lets you create a few samples without committing to a huge, costly print run. You can see what sells before scaling up.
- Sports Jerseys with Individual Names and Numbers: Trying to screen print a different name and number on every jersey would be a logistical and financial nightmare. Heat transfer makes this kind of personalization simple and affordable.
The demand for personalized apparel has exploded, and heat transfer's flexibility is a huge part of that. In fact, print-on-demand businesses reported that 60% of their custom t-shirt orders in 2019 used heat transfer, which delivered cost savings of up to 37% on runs under 100 units. You can dive deeper into these trends in this in-depth comparison of printing methods. While screen printing still reigns for large, durable orders, heat transfer has firmly carved out its place as the top choice for the ever-growing personalized apparel market.
Got Questions? We've Got Answers
Even after breaking down the details, you probably still have a few questions rolling around in your head. That's totally normal. This is where we'll tackle the most common head-scratchers to help you make a final decision with confidence.
Which Method Is Better for Complex, Multi-Color Designs?
For intricate designs with lots of colors, gradients, or photorealistic details, heat transfer is the clear winner. Think of it this way: the design is digitally printed onto the transfer paper in one go, so it can handle a limitless color palette just like your office printer.
Screen printing, on the other hand, is a bit more old-school. Each color in your design requires its own custom screen. This makes it a logistical and financial headache for designs with more than a handful of colors, and it just can't replicate the smooth shading you'd find in a photograph.
Can Heat Transfers Look Good on Dark Fabrics?
Absolutely, but you have to use the right kind. Modern heat transfers, especially opaque transfers, are made specifically for dark apparel. They have a white base layer printed underneath your design, which acts like a primer on a dark wall. This base layer makes sure your colors pop instead of getting swallowed up by the dark fabric.
While both methods get the job done, screen printing can sometimes look a bit more vibrant on dark materials. The thick, rich ink naturally sits on top of the fabric, giving it a really bold finish.
The Bottom Line: Heat transfer is a fantastic choice for dark garments, as long as you're using opaque transfers. Screen printing might have a slight edge in pure color punch, but today's transfer technology has closed that gap considerably.
What Kind of Artwork Do I Need for Each Method?
This is a big one. The artwork you have can often dictate the method you should use, so it's crucial to understand what's required.
-
For Silk Screen Printing: You'll need vector artwork. These are files like .AI, .EPS, or .SVG. Vectors are built with mathematical paths, not pixels, so they can be scaled up or down without getting blurry. Critically, each color needs to be separated onto its own layer so a dedicated screen can be made for it.
-
For Heat Transfer Printing: Things are a lot more flexible here. You can use both vector and raster files (like .JPG, .PNG, or .PSD). Since the design is printed digitally, a high-quality raster image works perfectly for photos and detailed graphics. Just make sure it's at least 300 DPI (dots per inch) at the size you want to print it for a sharp, clean look.
Which Process Is More Eco-Friendly?
When you look at the environmental impact, the answer really depends on the scale of your project and the specific materials being used.
Screen printing has historically had a bigger footprint. It uses a lot of water to clean the screens, and traditional plastisol inks often contain PVC and phthalates. The good news is that the industry is shifting, and eco-friendly options like water-based inks are becoming much more common.
Heat transfer, especially with newer methods like Direct-to-Film (DTF), is generally seen as a greener choice for a few key reasons:
- Less Water: No water is needed for screen prep or cleanup.
- Minimal Waste: You print what you need, when you need it. This cuts down on overproduction and wasted ink and materials.
- Energy Efficient: A heat press uses far less energy than the giant conveyor belt dryers needed to cure screen-printed ink.
For most small-to-medium-sized runs, heat transfer is the more environmentally conscious option.
Which Is Cheaper: Screen Printing or Heat Transfer?
This all boils down to one thing: quantity.
If you're doing a small batch (usually 1-24 items), heat transfer is way more affordable. There are no expensive screen setup fees, so the price per shirt stays consistent whether you're making one or a dozen. It's perfect for prototypes or small-run merch.
But once you need a larger order (25+ items), screen printing starts to make a lot more sense. That initial setup cost gets divided across all the garments, so your price per piece drops significantly. For big orders, nothing beats the value of screen printing.
Ready to see how a modern printing solution can bring your full-color, complex designs to life without the hassle? Raccoon Transfers offers premium DTF transfers that give you the incredible detail of heat transfer with the professional durability your apparel deserves. Build your custom gang sheet today and feel the difference for yourself.